型材拉弯加工时型材截面形状对成品的影响
浏览:
作者:
来源:
时间:2023-02-01
分类:行业动态
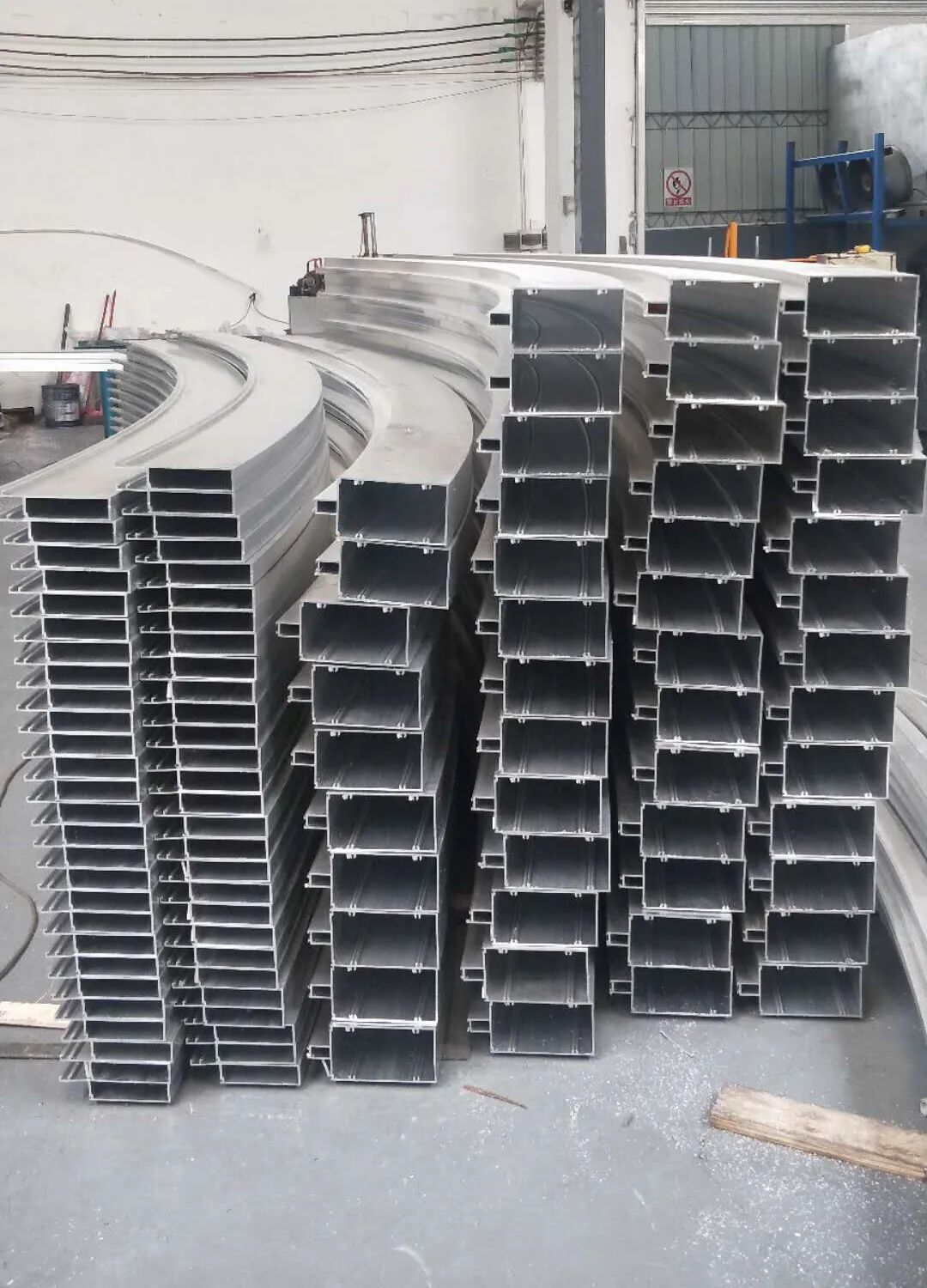
在型材拉弯的过程中,是很容易产生截面畸变的,想要保持型材的截面形状,就要根据成型性的要求选择合理的截面形状和尺寸,对型材的结构设计也要有一定的要求,在不增加型材工件重量的条件下,我们应该对型材的截面进行优化设计,这样对减少型材截面畸变有很大的帮助
型材拉弯技术让我们的建筑工程、工业生产乃至日常生活都得到了很多的便利,我们使用的建材型材进行型材拉弯后,对一些特殊的施工部分很有帮助。
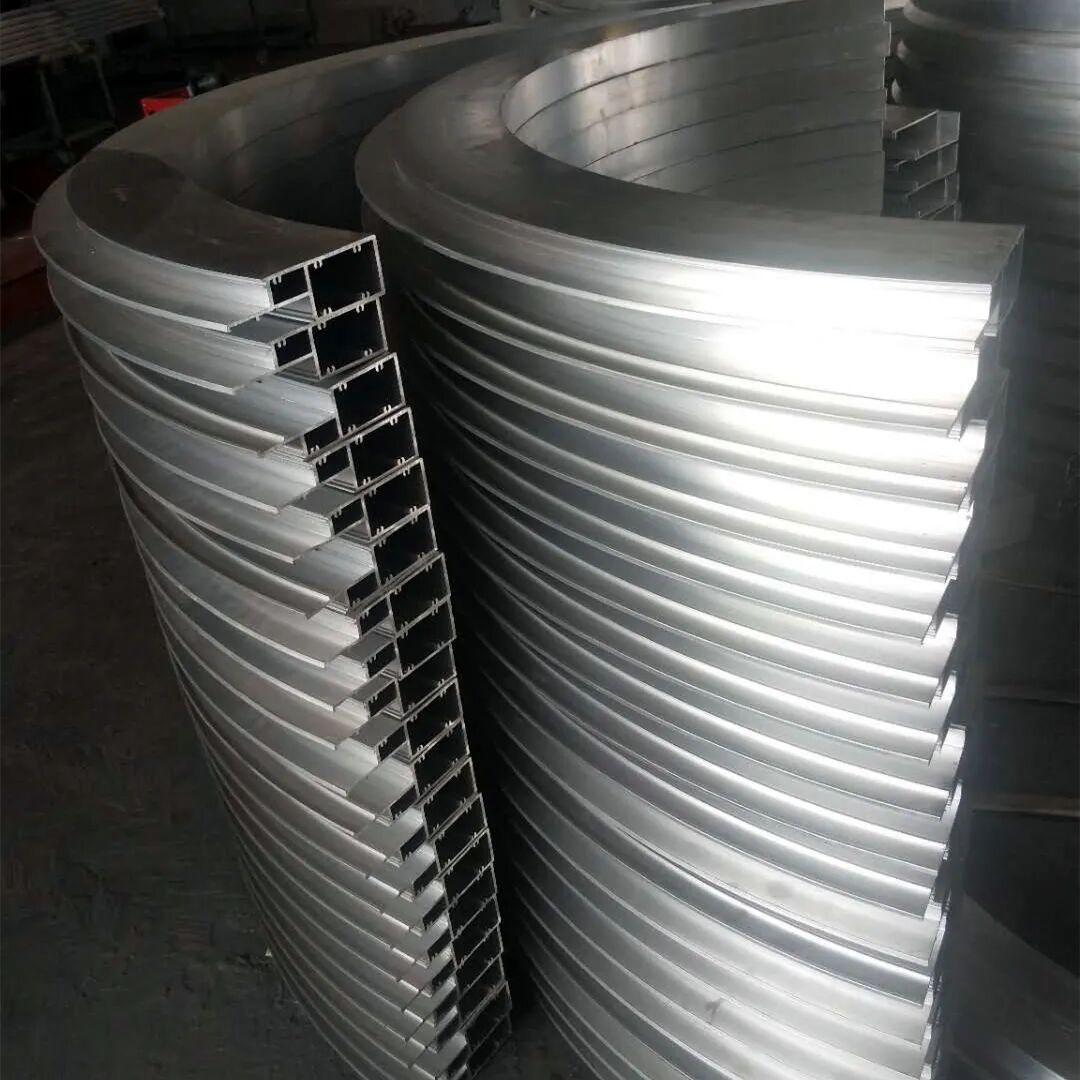
但是在进行型材拉弯时,也存在着不少问题,影响着成品的质量。下面就简单介绍一下型材拉弯时型材截面形状对成品的影响。

1、横截面积可能会畸变。
2、型材弯曲变形区内侧壁厚增大、起皱。
3、型材拉弯时会导致外侧壁厚变薄。

我们都知道,不同的型材,横截面的形状是不同的,当我们进行型材加工时,就会知道型材截面形状及壁厚分布对拉弯成型性有重要影响。所以我们在确定型材的横截面形状时 要考虑使用要求,也要考虑型材的可成形性。而且根据型材的研究内容可知,即使拉弯用的型材具有相同的矩形截面有效面积,当壁厚和相对刚度等结构的参数不一样的时候,拉弯的成形性也不同。

在型材拉弯的过程中,是很容易产生截面畸变的,想要保持型材的截面形状,就要根据成型性的要求选择合理的截面形状和尺寸,对型材的结构设计也要有一定的要求,在不增加型材工件重量的条件下,我们应该对型材的截面进行优化设计,这样对减少型材截面畸变有很大的帮助。
型材拉弯时,拉弯件的成品形状会受到成型后回弹量的影响,为了控制回弹量,减少对成品的影响,我们可以采用拉弯成型工艺。这样可以使成型后的零件具有合理的校形余量,也就减少了人工矫形的工作量。如果回弹量的影响太大以至于人工也无法矫形,导致型材报废,就会造成成本的损失。所以我们应该尽量减少回弹量对型材的影响。